



Sebbene i laser ultrarapidi esistano da decenni, le applicazioni industriali sono cresciute rapidamente negli ultimi due decenni. Nel 2019, il valore di mercato dei laser ultrarapidimateriale laserIl valore della lavorazione si aggirava intorno ai 460 milioni di dollari, con un tasso di crescita annuo composto del 13%. Tra le aree di applicazione in cui i laser ultrarapidi sono stati utilizzati con successo per la lavorazione di materiali industriali figurano la fabbricazione e la riparazione di fotomaschere nell'industria dei semiconduttori, nonché il taglio del silicio, il taglio/incisione del vetro e la rimozione di pellicole di ossido di indio-stagno (ITO) nell'elettronica di consumo come telefoni cellulari e tablet, la texturizzazione dei pistoni per l'industria automobilistica, la produzione di stent coronarici e la produzione di dispositivi microfluidici per l'industria medica.

01 Produzione e riparazione di fotomaschere nell'industria dei semiconduttori
I laser ultrarapidi sono stati utilizzati in una delle prime applicazioni industriali nella lavorazione dei materiali. IBM ha segnalato l'applicazione dell'ablazione laser a femtosecondi nella produzione di fotomaschere negli anni '90. Rispetto all'ablazione laser a nanosecondi, che può produrre schizzi di metallo e danni al vetro, le maschere laser a femtosecondi non presentano schizzi di metallo, danni al vetro, ecc. Questo è il vantaggio. Questo metodo viene utilizzato per produrre circuiti integrati (IC). La produzione di un chip IC può richiedere fino a 30 maschere e costare oltre 100.000 dollari. La lavorazione laser a femtosecondi può lavorare linee e punti inferiori a 150 nm.
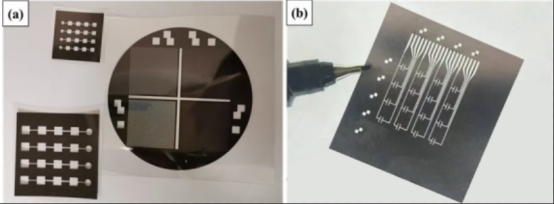
Figura 1. Fabbricazione e riparazione di una fotomaschera.
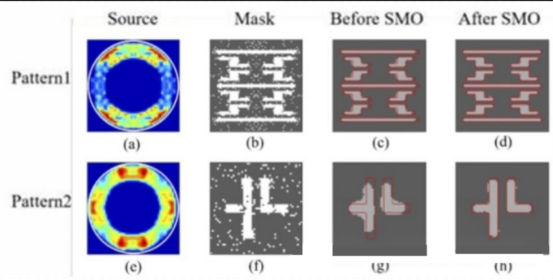
Figura 2. Risultati dell'ottimizzazione di diversi modelli di maschera per la litografia a ultravioletti estremi
02 Il taglio del silicio nell'industria dei semiconduttori
Il taglio dei wafer di silicio è un processo di produzione standard nell'industria dei semiconduttori e viene tipicamente eseguito mediante taglio meccanico. Queste ruote di taglio spesso sviluppano microfratture e sono difficili da tagliare wafer sottili (ad esempio, con spessore < 150 μm). Il taglio laser dei wafer di silicio è utilizzato nell'industria dei semiconduttori da molti anni, soprattutto per wafer sottili (100-200 μm), e viene eseguito in più fasi: incisione laser, seguita da separazione meccanica o taglio stealth (ovvero raggio laser a infrarossi all'interno dell'incisione del silicio) seguito da separazione meccanica del nastro. Il laser a impulsi di nanosecondi può processare 15 wafer all'ora, mentre il laser a picosecondi può processare 23 wafer all'ora, con una qualità superiore.
03 Taglio/incisione del vetro nell'industria dell'elettronica di consumo
I touchscreen e i vetri protettivi per cellulari e laptop stanno diventando sempre più sottili e alcune forme geometriche sono curve. Questo rende più difficile il taglio meccanico tradizionale. I laser tipici producono in genere una scarsa qualità di taglio, soprattutto quando questi display in vetro sono costituiti da 3-4 strati sovrapposti e il vetro protettivo superiore, spesso 700 μm, è temperato, il che può causare rotture in presenza di sollecitazioni localizzate. È stato dimostrato che i laser ultrarapidi sono in grado di tagliare questi vetri con una maggiore resistenza dei bordi. Per il taglio di grandi pannelli piatti, il laser a femtosecondi può essere focalizzato sulla superficie posteriore della lastra di vetro, graffiando la parte interna del vetro senza danneggiare la superficie anteriore. Il vetro può quindi essere rotto mediante mezzi meccanici o termici lungo il percorso di incisione.
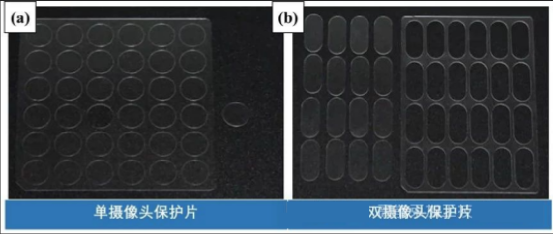
Figura 3. Taglio del vetro di forma speciale con laser ultrarapido a picosecondi.
04 Texture dei pistoni nell'industria automobilistica
I motori leggeri delle automobili sono realizzati in leghe di alluminio, che non sono resistenti all'usura quanto la ghisa. Alcuni studi hanno dimostrato che la lavorazione con laser a femtosecondi delle superfici dei pistoni delle automobili può ridurre l'attrito fino al 25%, poiché i detriti e l'olio possono essere efficacemente trattenuti.

Figura 4. Trattamento con laser a femtosecondi dei pistoni dei motori automobilistici per migliorare le prestazioni del motore.
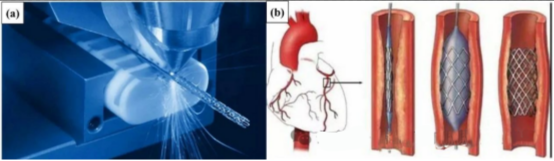
05 Produzione di stent coronarici nell'industria medica
Ogni anno, milioni di stent coronarici vengono impiantati nelle arterie coronarie del corpo per aprire un canale che permetta al sangue di fluire in vasi altrimenti ostruiti, salvando milioni di vite. Gli stent coronarici sono generalmente realizzati in rete metallica (ad esempio, acciaio inossidabile, lega a memoria di forma nichel-titanio o, più recentemente, lega cobalto-cromo) con una larghezza delle maglie di circa 100 μm. Rispetto al taglio laser a impulsi lunghi, i vantaggi dell'utilizzo di laser ultrarapidi per il taglio delle staffe sono un'elevata qualità di taglio, una migliore finitura superficiale e una minore produzione di detriti, con conseguente riduzione dei costi di post-elaborazione.
06 Produzione di dispositivi microfluidici per l'industria medica
I dispositivi microfluidici sono comunemente utilizzati nell'industria medica per test e diagnosi di malattie. Questi vengono tipicamente fabbricati mediante stampaggio a microiniezione di singole parti e successiva unione tramite incollaggio o saldatura. La fabbricazione di dispositivi microfluidici con laser ultraveloce offre il vantaggio di produrre microcanali 3D all'interno di materiali trasparenti come il vetro, senza la necessità di connessioni. Un metodo consiste nella fabbricazione con laser ultraveloce all'interno di un blocco di vetro, seguita da incisione chimica a umido, mentre un altro prevede l'ablazione laser a femtosecondi all'interno di vetro o plastica in acqua distillata per rimuovere i detriti. Un ulteriore approccio consiste nel realizzare canali sulla superficie del vetro e sigillarli con una copertura in vetro tramite saldatura laser a femtosecondi.
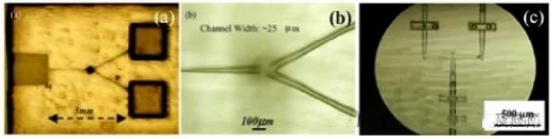
Figura 6. Incisione selettiva indotta da laser a femtosecondi per la preparazione di canali microfluidici all'interno di materiali vetrosi
07 Microforatura dell'ugello dell'iniettore
La microlavorazione con laser a femtosecondi ha sostituito la micro-elettroerosione (micro-EDM) in molte aziende del settore degli iniettori ad alta pressione, grazie alla maggiore flessibilità nella modifica dei profili dei fori di flusso e ai tempi di lavorazione ridotti. La possibilità di controllare automaticamente la posizione di messa a fuoco e l'inclinazione del fascio tramite una testa di scansione precessante ha permesso di progettare profili di apertura (ad esempio, a barilotto, a svasatura, convergenti, divergenti) in grado di favorire l'atomizzazione o la penetrazione nella camera di combustione. Il tempo di foratura dipende dal volume di ablazione, con uno spessore di foratura di 0,2-0,5 mm e un diametro del foro di 0,12-0,25 mm, rendendo questa tecnica dieci volte più veloce della micro-elettroerosione. La microforatura viene eseguita in tre fasi, che includono la sgrossatura e la finitura dei fori pilota passanti. L'argon viene utilizzato come gas ausiliario per proteggere il foro dall'ossidazione e per schermare il plasma finale durante le fasi iniziali.
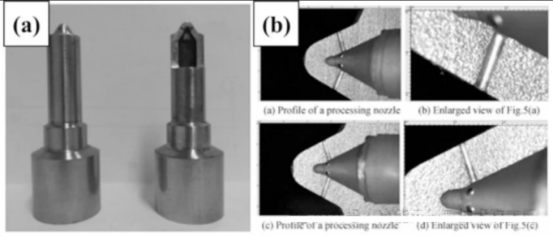
Figura 7. Lavorazione di alta precisione con laser a femtosecondi di un foro conico invertito per iniettore di motore diesel.
08 Testurizzazione laser ultraveloce
Negli ultimi anni, al fine di migliorare la precisione di lavorazione, ridurre i danni ai materiali e aumentare l'efficienza del processo, il settore della microlavorazione è gradualmente diventato un punto focale per i ricercatori. I laser ultrarapidi offrono diversi vantaggi di lavorazione, come il basso danneggiamento e l'elevata precisione, e sono diventati un elemento chiave per lo sviluppo della tecnologia di lavorazione. Allo stesso tempo, i laser ultrarapidi possono agire su una varietà di materiali, e la lavorazione laser per danneggiare i materiali rappresenta un'importante direzione di ricerca. I laser ultrarapidi vengono utilizzati per ablare i materiali. Quando la densità di energia del laser supera la soglia di ablazione del materiale, la superficie del materiale ablato presenta una micro-nanostruttura con determinate caratteristiche. La ricerca dimostra che questa particolare struttura superficiale è un fenomeno comune che si verifica durante la lavorazione laser dei materiali. La preparazione di micro-nanostrutture superficiali può migliorare le proprietà del materiale stesso e consentire lo sviluppo di nuovi materiali. Ciò rende la preparazione di micro-nanostrutture superficiali mediante laser ultrarapidi un metodo tecnico di grande importanza per lo sviluppo. Attualmente, per quanto riguarda i materiali metallici, la ricerca sulla texturizzazione superficiale mediante laser ultraveloce può migliorare le proprietà di bagnabilità della superficie metallica, le proprietà di attrito e usura superficiale, l'adesione dei rivestimenti e la proliferazione e l'adesione direzionale delle cellule.
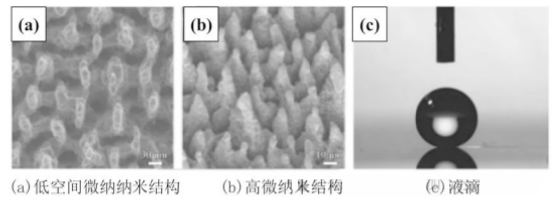
Figura 8. Proprietà superidrofobiche della superficie di silicio preparata con laser.
Come tecnologia di elaborazione all'avanguardia, la lavorazione laser ultrarapida presenta le caratteristiche di una piccola zona termicamente alterata, un processo non lineare di interazione con i materiali e un'elaborazione ad alta risoluzione oltre il limite di diffrazione. Può realizzare una lavorazione micro-nano di alta qualità e precisione di vari materiali e la fabbricazione di strutture micro-nano tridimensionali. La realizzazione di materiali speciali, strutture complesse e dispositivi speciali tramite laser apre nuove strade per la micro-nano-produzione. Attualmente, il laser a femtosecondi è ampiamente utilizzato in molti campi scientifici all'avanguardia: può essere impiegato per la preparazione di vari dispositivi ottici, come array di microlenti, occhi composti bionici, guide d'onda ottiche e metasuperfici; grazie alla sua elevata precisione, alta risoluzione e capacità di elaborazione tridimensionale, il laser a femtosecondi può preparare o integrare chip microfluidici e optofluidici come componenti di microriscaldatori e canali microfluidici tridimensionali; Inoltre, il laser a femtosecondi può anche preparare diversi tipi di micro-nanostrutture superficiali per ottenere funzioni antiriflesso, superidrofobiche, antighiaccio e altre; non solo, il laser a femtosecondi è stato applicato anche nel campo della biomedicina, mostrando prestazioni eccezionali in campi come micro-stent biologici, substrati per colture cellulari e imaging biologico microscopico. Ampie prospettive di applicazione. Attualmente, i campi di applicazione della lavorazione con laser a femtosecondi si stanno espandendo di anno in anno. Oltre alle suddette applicazioni di micro-ottica, microfluidica, micro-nanostrutture multifunzionali e ingegneria biomedica, esso svolge anche un ruolo fondamentale in alcuni campi emergenti, come la preparazione di metasuperfici, la micro-nanofabbricazione e l'archiviazione di informazioni ottiche multidimensionali, ecc.
Data di pubblicazione: 17 aprile 2024











